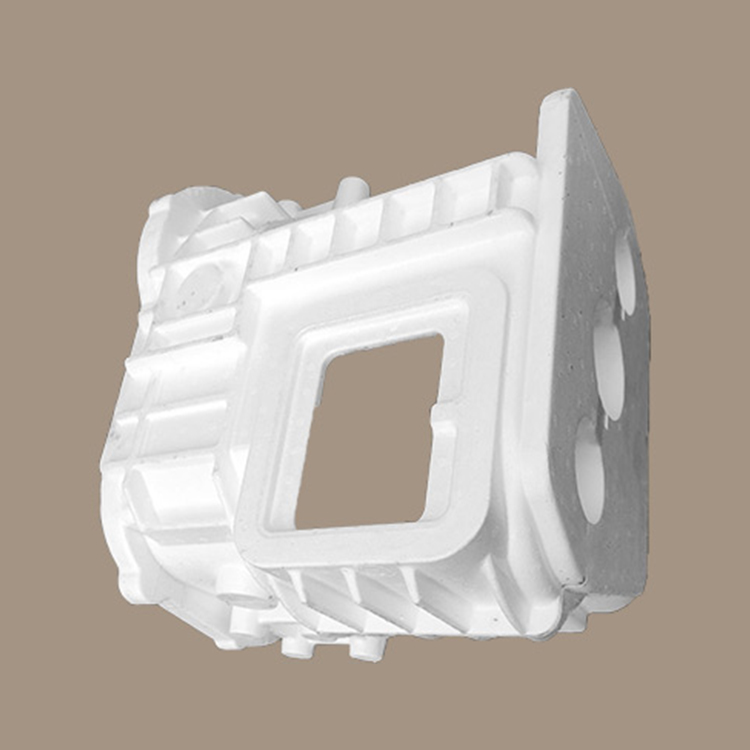


消失模模具的特点
消失模铸造工艺由于每生产一个铸件,都要消耗 一个泡沫塑料模型,消失模模具的任务就是生产泡沫 塑料模型,这一点与泡沫塑料包装材料的生产工艺相 一致。但由于铸件表面质量要求及尺寸精度要求等方 面的特殊性,又使得消失模铸造所用的模具与包装材 料所用模具有很大的差别,在消失模铸造实际生产中我们体会到模具设计与制造时应注意以下几点:
1.模具分解及分型面选择
消失模铸造工艺由于不需要下模芯,往往在复杂 的铸件生产时更能体现其优势。而生产复杂的铸件,就 需要有设计合理的模具。首先要对所需成型的泡沫塑 料模型进行分解,将复杂的模型分解成几个相对简单 的模型,以便于泡沫塑料模型的生产,模型分解时应选 择适合拼接时定位及粘接的地方,并设计出定位止口, 不能设计出定位止口的要设计出定位点。分型面选择 时应以能方便出模,尽量减少模块数量,减少滑动块数量为原则。
2. 模具气室、气眼及模具壁厚
泡沫塑料模型的成型原理是,将预发至一定倍率 的预发珠粒通过打料孔打入模腔中,在一定的蒸汽压 力下,模腔内的预发珠粒进一步发胀,融合成为一体形 成模型。成型时要求模具通过气室具有均匀地导入高 温蒸汽的能力,气室设计的高度应不小于30mm,以便于
高温蒸汽在气室内进行缓冲后能通过气眼均匀地到达 模腔中。气眼有标准件出售,根据铸件大小,可采用直 径为φ6mm、φ8mm、φ10mm、φ12mm等规格的成品气眼, 在模腔内分布时应分布均匀,间距在20~30mm。对于不便于安装气眼的地方,可用钻头钻出φ0.8~φ1.2mm的小 孔通气。为了便于模具快速升温与快速冷却,模具须尽 可能地随型腔形状做成均匀壁厚,一般为8~18mm,避免 因加热时温度不匀而产生局部过烧和局部生料现象。上下腔模均有气室,每一气室有一个进气孔和一 个排气孔。进气孔直通模腔气室内,排气孔安装时应注 意尽可能地安装在气室底部或靠近气室底部的位置, 以便于模型成型后及时排尽冷却水,避免下一模成型时,未排尽的冷却水由于蒸汽降温而影响成型质量。
3. 收缩率及拔模斜度
消失模模具的收缩率包括两部分:铸件收缩率与 泡沫塑料模型的收缩率。铸件收缩率与传统铸造方法 相一致,而球铸的铸件收缩率则与传统铸造工艺有很 大的差别,在设计球铁铸件的消失模模具时尤其需要 注意。泡沫塑料的收缩率与泡沫塑料预发珠粒的密度有关,一般在消失模铸造所能接受的密度范围内,泡沫塑料的收缩率为0.2℅~0.5℅,精度要求不是特别高的 铸件,泡沫塑料的收缩率可忽略不计。
拔模斜度可比砂型铸造小得多,一般为0.5º或更小,但对于取模时容易变形的模型,可适当加大拔模斜度,以免取模时用力不当而产生变形。